Как сделать паяльную пасту своими руками?
Содержание:
Основные характеристики припойной (паяльной) пасты
Физико-химические свойства припойной смеси определяются процентным содержанием связующих веществ, наличие которых обеспечивает необходимую консистенцию пасты, ее клеящие свойства и адгезию к подложке. К основным характеристикам паяльной пасты относят:
- состав компонентов (свинцовые и бессвинцовые припои, смеси с легирующими добавками и т.п.);
- размер частиц припоя по классификации IliS;
- форма частиц — определяет качество дозирования;
- вязкость — определяет способ нанесения (через трафарет или с помощью дозатора);
- паяемость — зависит от степени окисленности частиц припоя и загрязненности их поверхности.
Так же принято разделять паяльные пасты безотмывочные, не вызывающие коррозии, и водосмываемые, способные коррозировать в местах пайки из-за наличия в составес органических веществ.

И, конечно же, важная для покупателя характеристика товара паяльная паста — цена, поэтому в нашем ассортименте представлена продукция производителя, нашедшего оптимальный баланс между качеством и стоимостью продукта.
Форма и габариты частиц припоя
Свойства

Вязкость
Это не что иное, как густота паяльного пастообразного вещества. Паста наделена способностью изменения степени своей вязкости при воздействии нагрузки механического типа. Определить ее можно с помощью специальных приборов: вискозиметров Брукфилда и Малкома. Как правило, этот показатель указывается методом маркировки.
Осадка
Паяльные пасты обладают способностью увеличиваться в размерах после, того как отпечаток нанесен на поверхность. Рассматриваемый показатель должен находиться на низком уровне, поскольку значительное увеличение размеров отпечатка паяльной пасты является причиной образования перемычек.
Время сохранения свойств
Находит свое отражение в таких показателях, как наибольшее время пребывания вещества на трафаретке до нанесения или после нанесения, которое не влечет за собой деградацию свойств. В большинстве случаев значение первого параметра находится в пределах 8-48 часов, второго — 72 часа. Фиксируются эти показатели производителем на упаковке. Причем может быть указан как один параметр (любой из двух), так и оба.
Клейкость
Идентифицирует возможность паяльной пасты удерживать SMD-компоненты на своих местах после инсталляции их на поверхность и до паяльной процедуры. Степень клейкости свидетельствует о «жизнеспособности» пасты и определяет ее срок годности. Вычисляется посредством реализации специального теста, при котором используется традиционный тестер, способный измерять силу, необходимую для передвижения элемента определенных весовых параметров с площади пастообразного вещества тех или иных размеров.
Наличие клеистой способности и ее уровень зависят от типа паяльной пасты. В среднем же время удержания находится в диапазоне 4-8 часов, в то время как максимальный показатель, который характерен для ряда паст, может достигать 24 часов и более.
Приготовление паяльной пасты
Прут припоя нужно натереть в мелкий порошок. Для этого можно воспользоваться напильником по металлу, что долго, или применить бормашину с диском по дереву.

В отличие от напильника, ее зубья не забиваются припоем. Поскольку опилки при пилении бормашиной разлетаются, то потребуется соорудить для них сборник из срезанного одноразового стакана. При этом сам припой должен находиться в пакете, чтобы сохранить весь порошок.

Важно подавать пруток на край режущего диска под острым углом, тогда он будет натираться в более мелкую пыль. Обязательно следует держать руки подальше от диска

Полученные опилки засыпаются в ступку. В них добавляется соль крупного помола и все с силой перетирается пестиком. По мере измельчения нужно добавлять новую соль, поскольку кристаллики старой разрушаются.

Истертые опилки разводятся в воде. Соль растворяется, в результате оставшийся остаток и будет измельченным припоем. Для полного обессоливания его потребуется промыть пару раз. После выпада осадка вода сливается.
Крахмал разводится в небольшом количестве холодной воды. Размешав его для взвешивания всех частиц, раствор заливается в кипяток.

В мокрый осадок опилок припоя добавляется немного воды. Смесь перемешивается до взвешивания частиц и переливается в горячий кисель. После очень тщательного помешивания стакан с соединенными растворами оставляется в покое до образования осадка.

В густой кисельной массе на дно оседает только тяжелый припой. Его более легкие мелкие частицы всплывают к верху. Кисель переливается в другую емкость, чтобы не потревожить осадок. Паста делается только из мелких плавающих частиц. Для их добычи потребуется добавить в кисель больше воды, чтобы уменьшить концентрацию крахмала, снизив тем самым густоту. Это позволит взвеси немного опуститься. После верхний слой раствора без порошка припоя нужно слить. Процедура повторяется, пока концентрация крахмала не станет ничтожной и осадок не начнет выпадать быстро.
После промывания от крахмала осадок мелких частиц припоя нужно отжать, сложив его в салфетку. Грубого обезвоживания масса досушивается в бумажном лотке. На батареи этой займет 10 мин. Высушенный осадок имеет слипшиеся комочки. Их можно растереть пальцем через салфетку.

В высушенные мелкие опилки добавляется паяльный флюс. Пропорция флюс/порошок примерно 40/60 по объему. Ингредиенты замешиваются в пасту.
Паста закладывается в медицинский шприц 5 мм с вытянутым поршнем. Его носик нужно соединить с инсулиновым шприцем с помощью термоусадочной трубки.

Нажимая на поршень большого шприца нужно выдавить пасту в инсулиновый шприц. При таком способе она перетечет без образования карманов воздуха.
В дальнейшем полученная паста может выдавливаться через тонкую иголку медицинского шприца, или более толстую от флюса. Это позволит регулировать подачу в зависимости от размера спаиваемых деталей. Достоинство этой пасты в ее свойстве глубоко проникать в мелкие капилляры. Конечно, ее сделать не так просто, но процесс интересный, а паять с ней одно удовольствие.
Пайка светодиода.

Обзор видов
Паяльные пасты можно классифицировать по ряду признаков.
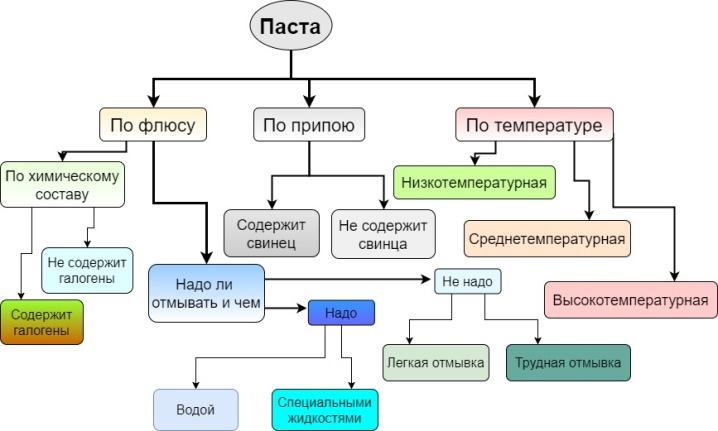
По флюсу
Существуют три основные разновидности флюсов в составе паст для выполнения пайки:
- водосмываемые;
- канифольные;
- безотмывочные.
Канифольная подгруппа флюсов традиционно представлена неактивированными, а также умеренно активированными и активированными композициями. Наименьшую активность проявляют те флюсы, которые не подвергались процедуре активации.

Наиболее востребованы флюсы со средним уровнем активности — они быстро и качественно очищают обрабатываемую поверхность, ровным слоем растекаются по ней и при этом смачивают соединяемые друг с другом детали. Однако такие составы нередко вызывают появление ржавчины. Поэтому после выполнения пайки всю рабочую зону необходимо мыть горячей водой или специализированными растворителями.


Водосмываемые флюсы обычно производят на базе органических кислот. Их отличает максимальная активность, они способствуют формированию качественного шва, но при этом требуют максимально тщательного отмывания — сделать это можно обычной горячей водой.

При выполнении работы с флюсами из натуральных и полимерных смол отмывания не требуется даже в том случае, если после выполнения пайки на поверхности деталей можно заметить остатки — это никак не повредит изделию, остаток не будет проводить ток, он отличается стойкостью к окислительным процессам. А если вы все же хотите его отмыть, для этого стоит воспользоваться растворителем.


По припою
Припойные компоненты для пайки обычно представлены эвтектическими сплавами из свинца и олова, удельный вес которого составляет порядка 62-63%, они могут выполняться с примесью серебра либо вовсе без него. В редких случаях припой представлен полностью бессвинцовыми сплавами из олова, удельный вес которого 95-96%. Как правило, в него добавляют серебро, которое, в свою очередь, может иметь добавки меди либо не иметь их.


По температуре
Технико-эксплуатационные параметры паяльной пасты основываются на её химическом составе, она и определяет такие базовые параметры, как пластичность, прочность, температура плавления и другие. Одним из оснований классификации паст считается уровень нагрева, при котором начинается плавление.
Плавка большей части паст, предназначенных для пайки плат и разъемов, идет при нагреве от 180 до 300 градусов — это низкотемпературная пайка. Кроме того, в промышленности выпускаются пасты, предназначенные для проведения высокотемпературной пайки — в этом случае уровень нагрева превышает порог 550-600 градусов и может достигать даже 1000-1100 градусов. В качестве базы такой пасты берут серебро, в неё может входить фосфор, а также германий, кремний или цинк.
Температура фена для выпаивания микросхем
Меня интересует такой вопрос. Какая правильная температура для прогрева, перекатки микросхем? Для себя определился с величиной в 320°С. Опыт пока ничтожный, поэтому не знаю, правильная это температура или нет — пока работаю на этой. Но вот столкнулся с тем, что пришлось перекатывать UEM. Так вот, после моей перекатки она перестала работать. Факторов, конечно, много, почему она отказала, но я не исключаю и тот, что мог ее перегреть. Далее у меня на очереди RAP, память, RF, стекляшки и т.д. Теперь уже немного побаиваюсь их выпаивать (в частности RAP). Подскажите, пожалуйста, какие правильные температуры необходимо выбирать при пайке разных микросхем с учетом нижнего подогрева (пока такового нет) и без него.
P.S. Разумеется, у всех разные паяльные станции. Наверняка они все по разному настроены, но пусть это будет та температура, которая на дисплее станции.
кто-то когда-то правильно сказал, что в наших бюджетных паялках температура измеряется в попугаях. По-хорошему, нужно брать и калибровать свою станцию с помощью приборов для измерения температуры.
+1 у меня фен показывает 460 но я руку спокойно держу над ним=))) я паяю примерно 380 градусов. но температуру меняю в зависимости от телефона и места прогрева=)))
Вопрос из разряда «Сколько ложек соли нужно на кастрюлю супа?» И не понятно каких ложек, какая кастрюля, какой суп.
Температура плавления олова 232С — это для современного безсвинцового монтажа. Свинцово-оловянный меньше. Берите доноров и экспериментируйте.
Вопрос из разряда «Сколько ложек соли нужно на кастрюлю супа?» И не понятно каких ложек, какая кастрюля, какой суп.
Температура плавления олова 232С — это для современного безсвинцового монтажа. Свинцово-оловянный меньше. Берите доноров и экспериментируйте. Чуть добавлю: Учитывайте коэффициент теплопередачи платы и окружающего воздуха. Плюс нужно учитывать небольшое увеличение температуры оплавления припоя, если он окислен (аппараты после воды). Итого теоретически-опытным путем для себя выявлено: Бессвинцовка 290-300 (некорозийный) без подогрева 270-280 (некорозийный) с подогревом 280 300-320 (корозийный) с подогревом Свинцовка 270-280 (некорозийный) без подогрева 260 (некорозийный) с подогревом Идеальные условия:температура в помещении 18-20 градусов отсутствие сквозняка работа феном без сопла на максимуме обдува (с уменьшением диаметра сопла — рабочая температура поднимается) температура мерилась на расстоянии 1 см от «выхода» фена. Градусы реальные (не попугаи) Вроде все. ИМХО
Чуть добавлю: Учитывайте коэффициент теплопередачи платы и окружающего воздуха. Плюс нужно учитывать небольшое увеличение температуры оплавления припоя, если он окислен (аппараты после воды). Итого теоретически-опытным путем для себя выявлено: Бессвинцовка 290-300 (некорозийный) без подогрева 270-280 (некорозийный) с подогревом 280 300-320 (корозийный) с подогревом Свинцовка 270-280 (некорозийный) без подогрева 260 (некорозийный) с подогревом Идеальные условия:температура в помещении 18-20 градусов отсутствие сквозняка работа феном без сопла на максимуме обдува (с уменьшением диаметра сопла — рабочая температура поднимается) температура мерилась на расстоянии 1 см от «выхода» фена. Градусы реальные (не попугаи) Вроде все. ИМХО
Со всем практически согласен, кроме выделенного. можно и сдуть мелкие детали рядом с BGA.Стараюсь наоборот силу обдува ставить как можно меньше, особенно актуально на самцах: чтобы шары не полезли из под компаунда на соседних ИМС.
Далее у меня на очереди RAP, память, RF, стекляшки и т.д. Теперь уже немного побаиваюсь их выпаивать (в частности RAP).
Поправь меня ,мил человек если я ошибаюсь. Ты что, решил руку набить на клиентских телах?
Температура плавления припоев есть в нете в свободном доступе.
Шикарные заголовки выдает гугл.
Паяльная паста «MECHANIC» (пайка без паяльника)
Подробная информация о способах оплаты и доставки товара
Основная валюта на сайте Российский рубль, выбор отображения цены в другой валюте (Тенге, Гривна, Доллар США, Евро, Белорусский рубль) вверху сайта.
Все товары, за исключением продукции “SugarBae”, будут отправлены в течение 3-х рабочих дней с момента оплаты заказа.
Турмалиновые, нефритовые коврики и подушки “SugarBae” будут отправлены в течение 5-7 рабочих дней с момента оплаты заказа!
Доставка осуществляется напрямую от производителя!
ДОСТАВКА
Для физлиц
По всей России: почтовой службой АО «Почта России»
В другие страны: почтовой службой той страны, которая будет указана в заказе.
Для юридических лиц
АО «Почта России»: до почтового отделения или курьером до двери;
Транспортная компания: из расчета по тарифу доставка до пункта выдачи или офиса.
СТОИМОСТЬ ДОСТАВКИ
На странице оформления заказа будут видны все возможные способы доставки для выбранных товаров!
Для физ. лиц
180 рублей — по России (кроме республики Крым);
450 рублей — в республику Крым, в страны СНГ и ближнего Зарубежья. Если выбрана другая валюта, то сумма автоматически будет пересчитана по курсу к рублю.
Бесплатная доставка действует при заказе на сумму свыше 2700 рублей или также по курсу к рублю в выбранной валюте.
Для юридических лиц
от 550 рублей — рассчитывается индивидуально, зависит от объема партии, упаковки и удаленности региона;
СРОК ДОСТАВКИ
Для физических лиц: от 10 до 30 рабочих дней (зависит от работы почтовых служб).
Для юридических лиц: от 15 до 30 рабочих дней!
ОПЛАТА
С наложенным платежом (оплата на почте при получении) мы не работаем!
СПОСОБЫ ОПЛАТЫ (выбор при оформлении заказа)
- «Банковская карта» (Visa, MasterCard, Maestro и МИР) — комиссия 0%
- «ЯНДЕКС деньги / Ю money» (электронный кошелек) — комиссия 0%
- «QIWI кошелек» (прямой перевод на другой кошелек Qiwi) — комиссия 0%
- «Сбербанк-онлайн» (оплата через личный кабинет Сбербанка России) — комиссия 1%
- «Сбербанк РФ» (наличными через банкомат или филиал отделения Сбербанка) — комиссия 1%
- Банковская карта (для жителей стран СНГ и ближнего Зарубежья) — комиссия 10%
- «QIWI кошелек» (через платежную систему «Робокасса») — комиссия 10%
- «Связной» (оплата наличными) — комиссия 10%
- «Евросеть» (оплата наличными) — комиссия 10%
- «Со счета мобильного телефона» (Билайн, МТС, Tele2) — комиссия от 5% до 10%(зависит от оператора)
- «Платежный терминал»(оплата наличными в любом терминале) — комиссия от 0% до 5% (зависит от терминала)
Оплата через Qiwi кошелек — удобный способ для покупателей, проживающих в СНГ и ближнем Зарубежье, т.к. есть возможность выбрать другую валюту.
Для юридических лиц:
Оплата только по безналичному расчету (выставляем Счет на оплату)
Обратите внимание, что мы работаем без НДС, в связи с налогообложением УСН (доходы 6%). СРОК ДЕЙСТВИЯ ЗАКАЗА
СРОК ДЕЙСТВИЯ ЗАКАЗА
В связи с тем, что мы товары не резервируем, заказ актуален в течении рабочего дня с момента оформления. Если Вы не смогли сразу после оформления оплатить заказ и в течение суток с момента размещения заказа не сообщили в нашу службу поддержки дату оплаты, то заказ автоматически будет аннулирован на следующий рабочий день!
ПРИЯТНЫХ ВАМ ПОКУПОК!
Классификация
По размеру
Размер и форма металлических частиц в паяльной пасте определяют, насколько хорошо паста будет «печатать». Шарик припоя имеет сферическую форму; это помогает уменьшить поверхностное окисление и обеспечивает хорошее образование стыков с прилегающими частицами. Неправильные размеры частиц не используются, так как они могут забивать трафарет, вызывая дефекты печати
Для получения качественного паяного соединения очень важно, чтобы металлические сферы были одинакового размера и имели низкий уровень окисления.
Паяльные пасты классифицируются по размеру частиц в соответствии со стандартом IPC J-STD 005. В таблице ниже показан тип классификации пасты в сравнении с размером ячеек и размером частиц. Некоторые поставщики используют соответствующие описания размеров частиц, описания Henkel / Loctite приведены для сравнения.
| Обозначение типа | Размер ячейки в линиях на дюйм | Максимум. размер в мкм (не более) | Максимум. размер в мкм (меньше чем на 1%) | Размер частиц в мкм (мин. 80%) | Средн. размер в мкм | Мин. размер в мкм (макс. на 10% меньше) | Описание порошка Henkel |
|---|---|---|---|---|---|---|---|
| Тип 1 | 150 | 150-75 | 20 | ||||
| Тип 2 | -200 / + 325 | 75 | 75–45 | 60 | 20 | ||
| Тип 3 | -325 / + 500 | 45 | 45–25 | 36 | 20 | AGS | |
| Тип 4 | -400 / + 635 | 38 | 38–20 | 31 год | 20 | DAP | |
| Тип 5 | -500 / + 635 | 30 | 25 | 25–10 | 10 | KBP | |
| Тип 6 | -635 | 20 | 15 | 15–5 | 5 | ||
| Тип 7 | 15 | 11 | 11–2 | ||||
| Тип 8 | 11 | 10 | 8–2 |
По потоку
В соответствии со стандартом IPC J-STD-004 «Требования к паяльным флюсам» паяльные пасты подразделяются на три типа в зависимости от типа флюса:
Флюсы на основе канифоли изготавливаются из канифоли , натурального экстракта сосны. Эти флюсы при необходимости можно очистить после процесса пайки с помощью растворителя (возможно, включая хлорфторуглероды ) или омыляющего средства для удаления флюса.
Водорастворимые флюсы состоят из органических материалов и оснований гликоля. Для этих флюсов существует множество чистящих средств.
Без необходимости очистки потока предназначен , чтобы оставить только небольшое количество инертных остатков флюса. Пасты, не требующие очистки, экономят не только затраты на уборку, но также капитальные затраты и площадь помещения. Однако эти пасты нуждаются в очень чистой среде сборки и могут нуждаться в инертной среде оплавления.
Оценка
Основная причина, по которой необходима оценка паяльной пасты, заключается в том, что 50-90% всех дефектов возникают из-за проблем с печатью. Следовательно, оценка пасты имеет решающее значение.
Эта процедура довольно тщательная, но сводит к минимуму количество тестов, необходимых для различения отличных и плохих паяльных паст. Если оценивается несколько паяльных паст, эту процедуру можно использовать для устранения плохих паст из-за их низкого качества печати. После этого на финалистах паяльной пасты могут быть проведены дальнейшие испытания, такие как характеристики пайки оплавлением, качество паяных соединений и проверка надежности.
Пайка bga микросхем
Как паять платы? И как расшифровывается BGA? На эти два часто задаваемых вопроса, во время прохождения курсов пайки, отвечают мастера Bgacenter. От английского – ball grid arrey, то есть массив шариков, своим видом похожий на сетку. Шарики из припоя наносятся на микросхему через трафарет, затем потоком горячего воздуха, расплавляется сам припой и формируются контакты правильной формы.
А процесс пайки состоит из определенной последовательности действий, соблюдая которую получаем качественное соединение. Но существует большое количество нюансов, ради которых и приезжают на обучение. Начиная с того под каким углом и на каком расстоянии от платы держать сопло фена, температурные режимы демонтажа и монтажа микросхем, с какой стороны заводить лопатку. А при проведении диагностики, и наличии межслойного короткого замыкания ничего не нагревается. Как в этом случае найти неисправный элемент или цепь? И много других тонкостей которые может знать действующий мастер сервисного центра. И тот кто может подтвердить свой уровень выполненными ремонтами.

Ремонт iphone в Bgacenter
Преимущества применения
Паяльные пасты используются не только в быту, но и в промышленности. Такое обширное распространение этого материала объясняется следующими его преимуществами:
- возможность применения в производстве плат, на которых находятся мельчайшие элементы;
- пользоваться паяльной пастой можно даже без паяльника, но в таком случае потребуется специальная станция или фен для нагрева изделия и равномерного распределения ингредиентов по поверхности платы;
- пользоваться пастой для пайки можно в таких ситуациях, когда отсутствует возможность воспользоваться классическими инструментами.
Если нет возможности или желания самостоятельно изготавливать смесь, можно приобрести готовый вариант. Но нужно запомнить, что качественная паяльная паста стоит около 10 американских долларов за 50 г. Более дешевые варианты обладают низким качеством и могут не только не обеспечить достаточной надежности фиксации, но и привести к дополнительным проблемам при последующем использовании электронного изделия. Чтобы избежать проблем, покупать такие материалы лучше в сертифицированных магазинах или непосредственно у производителей.
Использовать
Паяльная паста, нанесенная на печатную плату
Паяльная паста обычно используется в процессе трафаретной печати на принтере для паяльной пасты, при котором паста наносится на маску из нержавеющей стали или полиэстера для создания желаемого рисунка на печатной плате . Паста может быть нанесена пневматически , путем переноса контактов (когда сетка контактов погружается в паяльную пасту и затем наносится на плату) или путем струйной печати (когда паста выбрасывается на контактные площадки через сопла, как в струйном принтере ). .
Помимо формирования самого паяного соединения, носитель пасты / флюс должен иметь достаточную липкость, чтобы удерживать компоненты, пока сборка проходит через различные производственные процессы, возможно, перемещаясь по фабрике.
За печатью следует полный процесс пайки оплавлением .
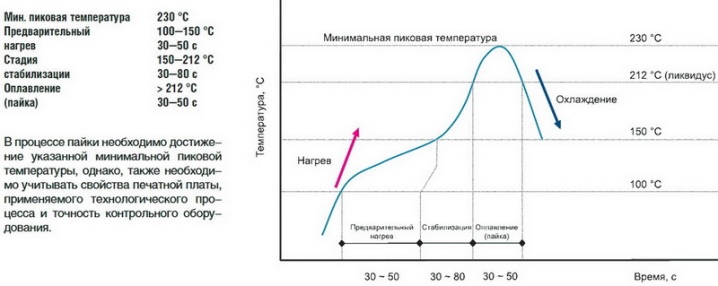
Производитель пасты порекомендует подходящий профиль температуры оплавления в соответствии с индивидуальной пастой. Основное требование — плавное повышение температуры, чтобы предотвратить взрывное расширение (которое может вызвать «комкование припоя»), но при этом активировать флюс. После этого припой плавится. Время в этой области известно как время выше ликвидуса . По истечении этого времени требуется достаточно быстрый период охлаждения.
Для хорошего паяного соединения необходимо использовать соответствующее количество паяльной пасты. Слишком много пасты может привести к короткому замыканию; слишком мало может привести к плохому электрическому соединению или физической прочности. Хотя паяльная паста обычно содержит около 90% металла в твердых телах по весу, объем паяного соединения составляет лишь половину объема нанесенной паяльной пасты. Это связано с наличием в пасте флюса и других неметаллических агентов, а также с более низкой плотностью металлических частиц, взвешенных в пасте, по сравнению с окончательным твердым сплавом.
Как и в случае со всеми флюсами, используемыми в электронике, оставленные остатки могут быть вредными для схемы, и существуют стандарты (например, J-std, JIS, IPC) для измерения безопасности оставленных остатков.
В большинстве стран паяльные пасты без очистки являются наиболее распространенными; в Соединенных Штатах широко распространены водорастворимые пасты (требующие обязательной очистки).
Пайка светодиодной ленты
Светодиодная лента так же теплоемкая, как и толстый провод. Она имеет в своем составе медную подложку, которая забирает тепло при нагреве.
Залуживаем контакты с помощью канифоли. Используем мини волну и совсем немного припоя. На месте пайки должно быть немного припоя.
Далее, берем паяльник от себя ручкой, прислоняем провод к контакту и сверху жалом паяльника. Пайка должна длиться не дольше секунды, пока есть флюс. Это связано с тем, что медная подложка быстро забирает тепло, а сгорающий флюс уже не в состоянии собрать припой в единое целое. Поэтому, если паяльные работы будут длиться больше секунды, то на ленте будут комочки припоя с признаками холодного контакта. Если такое произошло, снова наносим флюс и одним касанием исправляем плохую пайку.
Канифоль (флюс) чиститься с ленты при помощи спирта (или бензина) и ватного диска.

